
John F. Keane and Robert P. Madding
FLIR Systems, Inc.
[wdgpo_plusone show_count=”yes”]
What’s most important?
Thermography should focus primarily on equipment that is considered critical. Critical equipment may be vital to the operation or represent the biggest safety concern in the plant. Equipment that could blow up or catch fire is clearly something that should be added to an infrared inspection route and inspected at regular intervals.
“What else can I inspect?”
In addition to their predefined route, the most effective thermographers have an innate curiosity as to how something would look thermally and why. Frequently, the people that install and repair the equipment are well suited once they learn the basics of infrared, as they can visualize how the system they are observing with infrared is built. The internals are in their minds. This can be extremely valuable for infrared targets that are covered (indirect) or far enough away as to be difficult to resolve with the naked eye. By the way, get a good pair of binoculars as part of your thermography tool kit.
A thermographer at a semiconductor plant once described how during his normal inspection route he observed a pipe that was extremely hot. The pipe ran to the drain, which seemed unusual to the thermographer. When he followed the pipe back to it source he discovered that purified heated water was literally connected directly to the drain. An improper piping installation was corrected and an estimated $90,000 a year saved. They had owned the camera a month and it had paid for itself, all because the thermographer asked “What else can I inspect?” In addition to electrical inspections, there are numerous areas where infrared can offer tremendous benefit as a diagnostic tool.
Mechanical applications
Some mechanical targets are simply too numerous to monitor with other means or are in locations that are difficult to reach. Thermography offers a quick non-contact diagnosis tool. Equipment can be scanned while still in operation. Infrared can be used to find problems, which can then be verified by vibration analysis, oil analysis, laser alignment, or other means.


Motors
Electric motors represent over 70% of US manufacturing’s 36 billion dollar electric bill (Fortune 5/11/98). Motor bearings on large motors should be monitored and protected with vibration and oil analysis diagnostic technologies; however, there are cases where access is limited or the motors are too small for oil analysis. In these cases, infrared can be the best or only solution.
Inboard bearings are overheated on the motor below. Run to failure or fix? The decision depends on its criticality. In this case, the motor is critical and its loss could result in thousands of dollars of lost production.
 |
 |
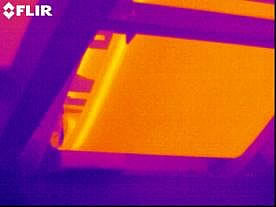
Gear Boxes
Gear boxes and other low frequency devices often do not lend themselves readily to vibration or oil testing. Thermography can be the only method for finding problems prior to failure. Below, this gearbox external temperature exceeds its company’s guidelines of 60 degrees C maximum temperature. This is an indirect reading as the gears are internal and certainly much warmer than the surface temperature of 90 degrees C.
 |
 |
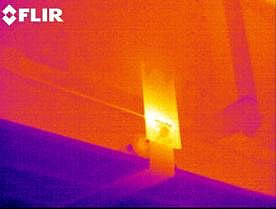
Conveyors
Idler bearings on conveyors are difficult to monitor with anything but infrared, and the same is true for conveyor belts and sheaves. In the thermal image to the left, the warm streak is caused by frictional heating due to a metal bracket rubbing on a conveyor belt at the US Post Office. Certainly don’t want this at Christmas time! The angle bracket had fallen down and was rubbing the belt. The belt is 6 feet wide and costs $30,000 to replace. The bracket will eventually cut the belt and require replacement if it’s not fixed. With this find, you just almost paid for your infrared camera. To the right is another $30,000 belt rubbing on a bracket due to misalignment. Now, the camera is paid for!
 |
 |
The images below are of bad conveyor bearings. The only way to find these before failure is with infrared. There are 79 miles of conveyor with a bearing set every 8 to 10 feet. You do the math. OK, I will – let’s see, carry the 2…that’s over 40,000 pairs of bearings!
 |
 |
|
This image was taken of a roller bank conveyor system at an auto assembly plant. The roller bank was not easily accessible and the image had to be taken at a distance of more than 40 feet. This is an added benefit of infrared inspection-accessibility and non-contact diagnosis. There were bad and missing rollers on the conveyor. This is the main conveyor that returns “Empty” carriers to the Paint Shop. Failure would result in several hours of lost production and, therefore, averting a shutdown represents a cost avoidance of over $100,000. To the right is a picture of the dismantled roller bank. Just how bad was it? Notice the two missing rollers in the center of the turn also; the roller next to each one was worn flat on one side. The backside of the rail had been worn paper-thin. Clearly the lack of access to the equipment was part of its neglect. Although this was a long time materializing, fortunately infrared detected this in time. This is an example of where inspecting beyond a predefined route, and simply looking up, prevented a costly production stoppage. |
 |
 |
|
 |
Belt Drive Systems
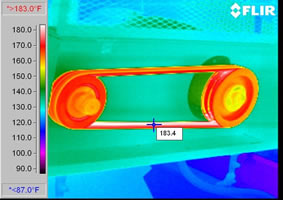 All belt systems are subject to problems including over-tightening. The image here is of an exhaust fan belt drive system, where the belt is running at over 180 degrees. There were four oven zones like this in a twelve zone oven with the same problem. Temperatures of this magnitude were quite unexpected on these units and exceeded the maximum allowable belt temperature. This decreases the life expectancy. In addition, the oven zones are electrically interlocked; when one loses temperature they all shut down. The cost of replacing the belt is $32. The cost of down-time is $10,000. This is a very conservative estimate and addresses manpower downtime only. This oven contains 115 vehicles that could be damaged. These were brand new ovens; extensive investigation with the contractor was done to determine a fix. The solution was to change from “B” style to “BX” style belts. Belt $32; Avoiding plant shutdown; priceless!
All belt systems are subject to problems including over-tightening. The image here is of an exhaust fan belt drive system, where the belt is running at over 180 degrees. There were four oven zones like this in a twelve zone oven with the same problem. Temperatures of this magnitude were quite unexpected on these units and exceeded the maximum allowable belt temperature. This decreases the life expectancy. In addition, the oven zones are electrically interlocked; when one loses temperature they all shut down. The cost of replacing the belt is $32. The cost of down-time is $10,000. This is a very conservative estimate and addresses manpower downtime only. This oven contains 115 vehicles that could be damaged. These were brand new ovens; extensive investigation with the contractor was done to determine a fix. The solution was to change from “B” style to “BX” style belts. Belt $32; Avoiding plant shutdown; priceless!
Liquid Level
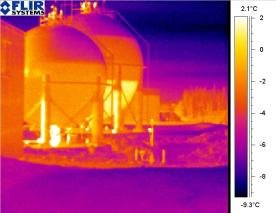
Determining liquid level in tanks is another application. Below are petrochemical tanks showing fluid levels. Note that in the right hand tank, 3 distinct regions are discernable. Tank liquid levels depend on transient thermal heating/cooling such as the diurnal (day/night) cycle. For example, you will have difficulty determining the liquid level in an indoor tank where the liquid is the same temperature as the ambient environment without applying some type of thermal “stress”, such as a hot air gun, etc.
 |
 |
Containers
Glass lined containers are usually to protect the metal outer shell from corrosion by the product contained. So, finding problems in these can be a bit dicey, as the container could be breached. Swimming in hot sulfuric acid is problematic; however, people do find these problems with infrared. This falls into a “freeze and leave” situation. Refractory integrity can fall into the same category, but usually decays slowly enough that there is adequate warning of an impending breach.
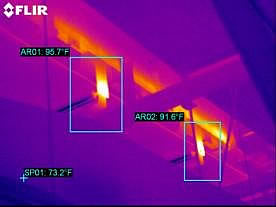
Filters
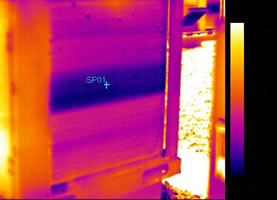
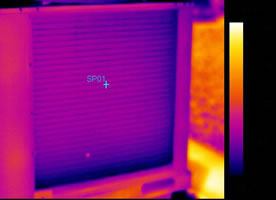
The thermal images below are from the Deer Island, Massachusetts sewage treatment facility. The oil lubricates bearings on a centrifuge that further separates solids from liquids. Warm oil is pumped from the sump, filtered and sent to the motor bearings. It returns to the sump and the cycle repeats. The image pair shows two sets of filters. Each set has two filters with an accompanying valve used to select one of the filters. The valve handle can be seen in the center just above the filter cans. In the left hand image, one filter is cool, the other warm. This shows proper operation. In the right hand image, both filters are warm. This means the valve is leaking and needs repair/replacement. Note that we did not need temperature measurements here.
 |
 |
Product Line Restriction
 Pumps and piping can range anywhere from oil process heaters where crude oil is being heated, to leaking steam drain line valves, to pulverized coal feed lines, to other process piping. This thermal image shows a restricted product inlet, which could be coal. It has restricted the airflow in the pipe and the particulate has drifted towards the bottom. To get this image you have to adjust the thermal contrast by tightening the span. For restricted airflow in coal lines, a plug can overheat and spontaneously combust, causing an explosion.
Pumps and piping can range anywhere from oil process heaters where crude oil is being heated, to leaking steam drain line valves, to pulverized coal feed lines, to other process piping. This thermal image shows a restricted product inlet, which could be coal. It has restricted the airflow in the pipe and the particulate has drifted towards the bottom. To get this image you have to adjust the thermal contrast by tightening the span. For restricted airflow in coal lines, a plug can overheat and spontaneously combust, causing an explosion.
HVAC
These images are of rooftop HVAC units at Denver International Airport. Left shows dead evaporator coil bank. Right shows proper operation. Isn’t this airport relatively new?
 |
 |
Post-Installation and Repair Verification
Infrared is most often associated with finding problems with older less reliable equipment. As some of the above examples demonstrate, however, new equipment or repaired equipment is often problematic because it is the wrong equipment, defective, or improperly installed. Infrared, therefore, can be a valuable tool to help verify new equipment installation or repairs. This also helps prevent damage to the equipment and insures system reliability.
Summary
Above are some examples of where asking “What else can I inspect?” detected problems and yielded significant benefits beyond normal inspection routines. Scanning all areas of the plant for potential reliability problems can offer your infrared program added value and additional return on investment. Numerous problems show up thermally and therefore can be found and remedied if we look for them. Finding these problems in advance can also make your plant more productive and a safer place to work.
Acknowledgments
Special thanks to Ron Lucier of the ITC, along with Dan Sinclair and John Moreno of General Motors for their significant contributions to this paper including images.

