
Maintenance Innovators, Inc.
10307 N. 140th E. Ave.
Owasso, OK 74055
Ph: 913-633-4009
www.maintenanceinnovators.com
Email:
Although we almost exclusively think of preventive maintenance as our ‘go-to’ proactive strategy, it is important to note that predictive (PdM) and condition-based maintenance (CBM) are additional elements of a solid proactive maintenance program, even more so with the ease at which some predictive tools can be operated and the low cost/benefit breakpoints of some technology affordability.
I’ve had many discussions over the years centering on the place for and the meaning behind CBM or Condition-Based Maintenance. I would like add some thoughts to this and I feel we owe it to ourselves and our organizations to build a process that works for our locations, despite some of the differences in the terms we use.
On its face, CBM clearly becomes the vehicle by which we introduce technology into our abilities to sense conditions back on the P-F curve. Tokutaro Suzuki explains, “Condition-based maintenance uses equipment diagnostics to monitor and diagnose moving machinery conditions continuously or intermittently during operation and on-stream inspections (OSI – checking the condition of static equipment and monitoring signs of change by nondestructive inspection techniques)” (TPM in Process Industries, 1994, p. 148).
However, we’re making a rookie mistake to compare CBM to PdM.
I would suggest that we move beyond the common belief that, “The terms Condition-Based Maintenance (CBM), and Predictive Maintenance (PdM) are used interchangeably” (Ramesh Gulati, Maintenance and Reliability Best Practices, 2013, p. 52). The trouble with this short-sighted comparison is that it leaves an incomplete strategy in play.
Here is an example to explain this point: Joe Jones, a maintenance manager at a northwestern manufacturing company, compelled his plant leadership to allow him to set up a contract service to perform some predictive maintenance. Joe had attended a reliability seminar and heard several testimonies on how the application of technology had helped save thousands of dollars and advance other reliability programs in various industries.
Like most maintenance leaders, Joe located a local contractor for the work. The contractor performed a plant tour and suggested a series of vibration, infrared, and oil analysis testing. The results of each test would be communicated on the contractor’s website, under an exclusive log-in for Joe and his team. The contract service would be executed quarterly. This was to be a $20,000 a year contract.
The first few quarters of the contract service ran smoothly. Everyone, mostly Joe, was pleased with the thoroughness of the program, and the production equipment had never run so well. This was great. During the third quarter assessments, the contractor discovers a bearing that is reading at a temperature level beyond what is considered ‘normal’ and proper. The contractor feels strongly enough about the readings that they actually report immediately to Joe. Joe is concerned and the general recommendation is that the bearing should be replaced.
Here is the problem.
Immediately, half of the maintenance department is in lock-step agreement with the order to replace the bearing, because, after all, the numbers don’t lie. The other half? Well, they thought predictive maintenance was all smoke and mirrors to begin with. Just another way for a contractor to rip off the company. This may describe how predictive maintenance works at your location.
Condition-Based Maintenance is not the same as Predictive Maintenance. Condition-Based Maintenance invokes the idea of Condition-Based Monitoring. Condition-Based Monitoring is the activity of monitoring the condition of the asset, often bringing in the technologies that predictive maintenance brings to a proactive process. I would argue that it’s Condition-Based Monitoring that is synonymous to Predictive Maintenance. And not Condition-Based Maintenance, as suggested earlier.
In his edited work, TPM in Process Industries, Suzuki continues in his quote from earlier by stating that, “As its name implies, condition-based maintenance is triggered by actual equipment conditions rather than the elapsing of a predetermined interval of time (p.148).
Where does that leave us?
Predictive Maintenance (PdM) is a part of a Condition-Based Monitoring program. In either of the two processes, once a certain condition is noted, the condition triggers a response. That response is the Condition-Based Maintenance.
Here is the example of that in action. Remember the scenario from earlier. Joe Jones has set up a contract predictive maintenance service with a local outfit. That crew performs quarterly assessments of the equipment that was set up in the initial round of assets to monitor. In the third quarter, the PdM contractor discovered a bearing with a troubling temperature reading. The contractor suggested that the bearing should be replaced. We left the scenario earlier with half the maintenance team in agreement, the other half opposed to this suggestion.
True Condition-Based Maintenance should include predetermined steps to take, on the basis of the condition of the component. So, for Joe and his entire team, they would have agreed to the following maintenance plan to execute on the condition of a high temperature reading on this particular bearing. Those procedures may include these steps, in this order:
- Record the bearing temperature
- Apply a shot of grease to the bearing, if temperature is not reduced, then
- Confirm that bearing is securely mounted, if vibration is not reduced, then
- Check bearing alignment and adjust as needed, if temperature is not reduced, then
- Replace the bearing if the reading is not reduced
This sequence of activities is illustrated in the figure that follows: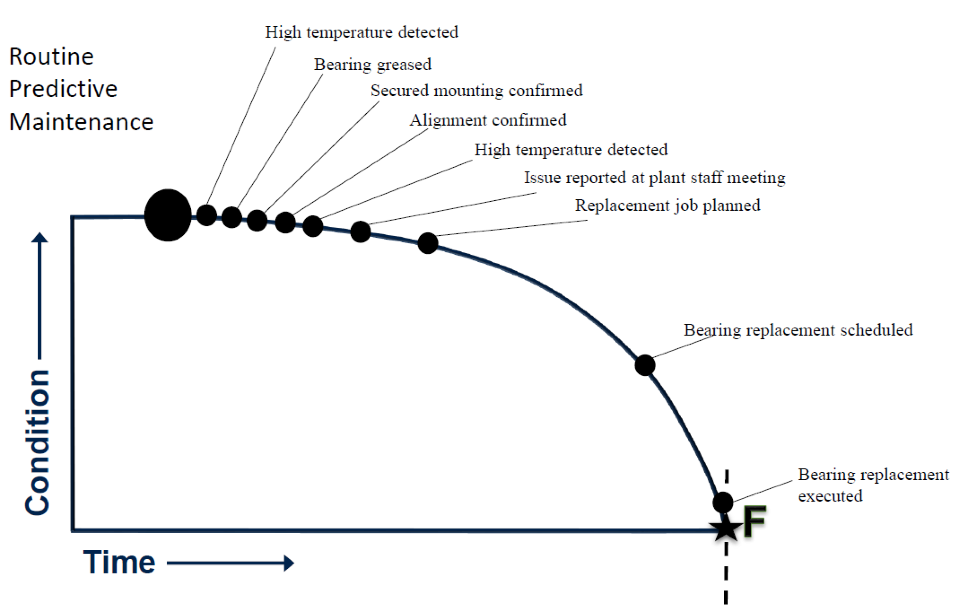
When we set up an asset for predictive maintenance, we do so in anticipation that when the asset begins to deteriorate, we will be monitoring the specific characteristics that give the first signs of a failure mode. In other words, we expected ‘this’ to happen. We should be prepared for what to do next.
Too often maintenance organizations are determining what to do once a defect is identified. If we were looking for the ‘it’ to happen in the first place, doesn’t it beg the question that we should be ready to execute our pre-determined plan as a result?
